
株式会社三栄プラテック
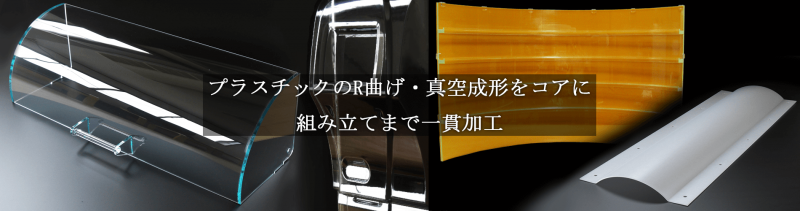
プラスチック板のR曲げ・真空成形
株式会社三栄プラテック
基本情報【製品・製作技術】 |
設備 |
アクセス・お問合せ |
多種多様な設備と長年培った豊富な経験とノウハウにより、
単品から量産までお客様のあらゆるニーズにお応えします。
プラスチック加工の事なら何でもご相談ください。
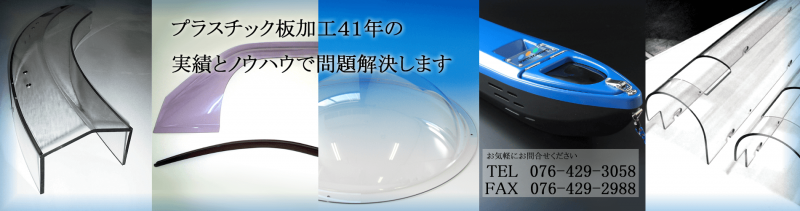
当社は1個から量産まで対応しております、まずは、お気軽にお問い合わせください。
※より詳しい最新情報につきましては弊社WEBサイトをご覧ください。
技術情報
当社では部品の成形、切削のみの個々の技術による製品づくりだけでなく、複数の技術を組み合わせて製品を作ります。
▲ページ上部に戻る▲
一貫加工
当ホームページでは真空圧空成形、R曲げ・プレス曲げについて多く記載してます。
しかし実際はそれら加工のみで終わる製品はほとんどありません。
当社は組立仕上げまで一貫して製作する場合が多く、型製作、切削、溶接組立、接着組立、重合接着など複数の加工技術を組み合わせて対応します。
また、創業当初よりアクリルディスプレイや人工大理石加工など商業施設分野に多くの実績が有り、美観の面においても重点の置いた製品作りを心掛けています。
▲ページ上部に戻る▲
素材について
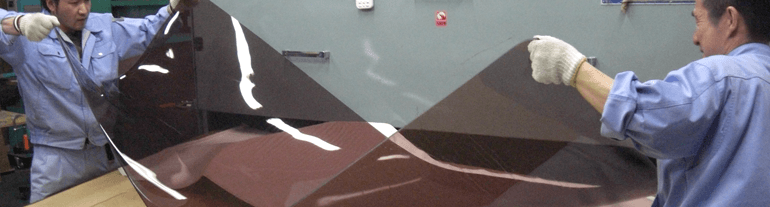
プラスチック材料は粒状(ペレット)のものが一般的ですが、当社はシート(板・プレート)状に成形されたものを使用します。
他にはパイプや丸棒も使います。
樹脂の種類は数多く有りますが、当社では真空成形や圧空成形ではABS、ポリプロピレン(PP)、カイダック(アクリル変性高衝撃塩ビ)、PETなどをよく使います。
その他、R曲げやプレス曲げや一般的な組み立て物に使う樹脂はポリカーボネート(PC)、塩ビ(PVC)、アクリル(PMMA)、などを多く使います。
それ以外にも使用目的、使用環境に応じて多くの樹脂を使って加工しています。


▲ページ上部に戻る▲
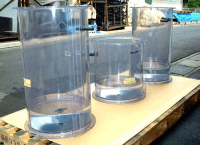
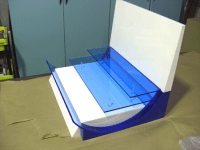
R曲げ(アール曲げ・炉曲げ)
プラスチック(合成樹脂)は熱可塑性樹脂の場合は加熱すると軟化し、これを冷却するとそのままの形状で固化して常温でこの状態を維持します。
この性質を利用することで、望みの形することが出来ます。
透明のプラスチックシート(板)を表面の美麗さや光学的性質を維持したまま曲面を持った立体的な形状に成形した場合が、金属やガラスとは違うプラスチックシートの特徴を最も活かした加工と言えます。


曲げ加工には方法がいくつもあり、用途、性能、コストに応じて最適な方法を選択します。
くわしくはお気軽にご相談ください。
※より詳しい最新情報につきましては弊社WEBサイトをご覧ください。
▲ページ上部に戻る▲
接着加工

溶剤接着
当社ではプラスチックはほとんどこの溶剤接着で接着加工します。
毛細管現象を利用し粘度の低い溶剤で接着します。
しかし、この方法は気泡が入るなどの問題が起こりやすい点があります。
美しい製品にするにはかなりの熟練とセンスを要します。
通常、後で塗装することはほとんど無く、プラスチックシートの透明性・光沢などをそのまま活かすので後加工などでごまかすことは出来ません。
当社は創業当初から製品の外観を特に重視して、常に美しい製品製作を目指して励んでおります。
対象になる樹脂
アクリル、塩ビ、ポリカーボネート、PET、ABS


重合接着
重合接着は上記の溶剤接着より強度が高く、長時間使用しても接着強度の低下が少ない点が特徴です。
ただし、硬化時間は数時間から24時間と長く、他にも付帯作業がつくため溶剤接着よりもコストはかなり高くなります。
水族館のアクリル水槽などはこの方法で製作されてます。

※より詳しい最新情報につきましては弊社WEBサイトをご覧ください。
▲ページ上部に戻る▲
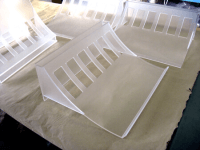
熱プレス成形
透明度が良好、厚みが均一、木型で成形可能
熱プレス成形成形とは樹脂シートを加熱して軟化し、オスメス両型でプレス機で圧力をかけます。
これを冷却するとそのままの形状で固化し、常温で形状を維持します。

真空成形のような立体的な一体物ができる
- 三次元Rの立体形状
- トレイや皿のような4方に立ち上がりやRのついた形状
…など、真空成形のような製品を作ることが出来ます。
※ただし、深絞りは真空成形ほどはできません。

真空成形のような偏肉が少ない
真空成形はシートを固定して成形するので、材料は引き伸ばされ厚みにムラが出来ます。
しかし、熱プレス成形はシートを固定せずに成形します。
真空成形と較べて成形品の肉厚はより均一に出来ます。
型痕が付きにくく、透明樹脂にも最適
真空成形と違い、プレス圧のかかり方を部分的に調整できます。
透明樹脂でも型の痕が付きにくくなります。

高価な金型ではなく安価な木型で成形出来る
ほとんどの場合で安価な木型で成形が出来ます。
そのため、少量生産も可能です。
※より詳しい最新情報につきましては弊社WEBサイトをご覧ください。
▲ページ上部に戻る▲
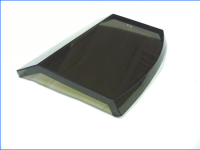
真空成形・圧空成形

真空成形
熱可塑性のプラスチックシートを加熱によって軟化、真空によりシートを成形型に密着させて一定形状に成形、冷却して固化、後工程でトリミングを行い製品にする方法です。
くわしい原理、方法は弊社WEBサイトを参考にしてください。
圧空成形
圧空成形は真空と同時に圧縮空気をかけて成形するので、射出成形に匹敵するシャープな外観が得られ、優れた寸法精度をもちます。
また、肉厚のバランスも優れており、複雑な形状の商品など様々なデザインに対応できます。
ただし、圧力をかけるため成形型は木型や樹脂型では耐久力不足で金型で成形することになります。
また、上部の圧空ボックスも鉄など作るため、成形型は真空成形よりも割高になりますが、凸型、凹型どちらか片面のみなので射出成形よりも型コストは抑えることが出来て、製作期間も短くなります。
※より詳しい最新情報につきましては弊社WEBサイトをご覧ください。
▲ページ上部に戻る▲
磨き加工
加工コストは
磨き>カンナ仕上げ>切りっ放し
となります。
小口が見えなくなる場合(例えば金物の枠に収まる場合など)は「切りっ放し」にする、展示館や商業施設で使用するため外観美が必要な場合などは「磨き」加工を施すなど、用途に応じてコストをかけるか選択します。
小口(切断面)の処理方法について
プラスチックシート(板)という素材は、多くは塗装せずに表面をそのまま活かし見せることが多いものです。
小口(こぐち、木口とも書く)、つまり切断面の処理方法は樹脂や用途により選択します。
当社では大きく分けると次の3パターンになります。
- 切りっぱなし
- カンナ仕上げ
- 磨き
切りっぱなし
文字通り切断するだけで、手は加えません。

小口は何も加工しないので最もコストが低くなります。
カンナ仕上げ
「カンナ仕上げ」は切断後に手押しカンナ盤または自動カンナ盤で小口面を削って滑らかにします。
透明プラスチックであればカンナをかけた面の色合いはくもりガラスのようになります。
また、カンナの刃の跡(ナイフマーク)が着きます。

磨き加工
「磨き加工」は、小口を艶のある状態にしますが、加工可能な樹脂は限られています。
需要もほぼ透明度のある樹脂だけとなっています。
一般的にはアクリルだけです。
ポリカーボネート、PET樹脂、塩ビは少しは艶が出ますがあまり状態はよくありません。
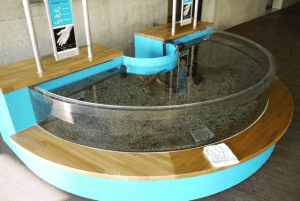
アクリル製のテーブル

バフ磨き
小口をカンナ盤で処理したあとにバフ(羽布)研磨で艶を出します。

当社の場合、最も多く使う磨き加工です。
同時に複数枚磨けるため、磨き加工としてはコスト面で優れてます。
しかし、切り欠き部分など入り組んだ形状などは出来ない場合があります。
艶を出すことによってカンナ刃の切削模様(ナイフマーク)が目立つので、小口面が大きい場合(厚肉)の場合はコストアップしますが他の方法を選ぶ場合が多いです。
また、黒色のアクリルはあまり綺麗にならないので別の方法で磨く場合があります。
ガス磨き
小口をカンナ盤で処理したあとに磨き専用のガスバーナーで炙り艶を出します。

熱で溶かして艶を出すので小口の縁が少し丸く膨張します。
精度を要するものには使えません。
バフ磨きと違って切り欠き部分など細かく入り組んだ形状でも艶を出すことが出来ます。
カンナの切削模様はある程度溶けますが、完全には取り除けません。
アクリルに熱によるヒズミが入るので溶剤などで拭くとクラックが入るので注意が必要です。
また、接着剤が触れてもクラックが入るので、接着加工がある場合は接着工程の後に磨きます。
厚物の小口はムラになりやすいので向きません。
1個ずつ磨くのでバフ磨きのほうがわずかに効率がいいですが形状によってはガス磨きの方が早く磨けることがあります。
ペーパーバフ磨き
小口面をカンナ盤で処理したあとにサンドペーパーで研磨してカンナの切削跡(ナイフマーク)を取り除いてからバフ研磨します。

平滑になった小口面を艶を出すので鏡面のようになります。
サンドペーパーの研磨工程で細かい番手のペーパーを使えば使うほど綺麗な艶を出すことが出来ますが、時間が増える分コストが増えます。
予算や製品の用途によって無駄なコストをかけないようにします。
磨き加工が必要な場合は肉厚8mm以上からこの方法で磨くことが多いです。
大変綺麗に仕上がるのですがこの方法はサンドペーパーの磨き工程で小口が少し丸くなることが欠点です。
主な用途は 展示館、美術館、商業施設でも化粧品関係などで使われる外観美が重要な製品 (このような用途の場合は5mm厚でもこの方法で磨くことがあります)
自動磨き
当社にはアクリルの小口を自動で磨く機械があります。 ダイヤの刃で削って鏡面にします。

艶はペーパーバフのほうが少し上ですが、小口面が丸くなることもなくシャープな仕上がりです。
欠点は曲げ加工したものや大きいサイズや小さすぎるサイズなどは機械に収まらず、加工できません。
また、磨き加工時間はペーパーバフ磨きよりは早いですが、バフ磨きやガス磨きよりは時間がかかります。
そのため、コストが高くなるので使い分けが必要になります。
当社はR曲げ加工が多いため、使用頻度はあまり高くありません。
※より詳しい最新情報につきましては弊社WEBサイトをご覧ください。
▲ページ上部に戻る▲
素材について

プラスチックシート
当社が使用する材料のほとんどがシート(板、プレート)状のプラスチックです。
このプラスチックシートは様々な樹脂種があり、厚みが0.2mm~100㎜以上など、多くの種類があります。
当社ではこのシート状の材料を中心に使用して熱成形、溶接接着組立、切削など多く加工しています。
市販されているプラスチック材料の形状はペレット(粒)、パイプ、丸棒、シートがあります。
この中でもっとも一般的なのはペレットとパイプです。
ペレットは射出成形、押出成形、ブロー成形など多くの成形に使用されます。
大量生産向きの素材です。
当社では全く使うことはありません。
パイプは押出成形で製造されたものがほとんどで水道管など多くの量が流通しています。
当社では塩ビパイプ、アクリルパイプ、ポリカーボネートパイプを使用して加工することが多々あります。
丸棒はエンプラなど工業分野の部品切削の主力となる材料で多様な機能の材料が流通しています。
当社も一部切削加工に使用します。
この中でもプラスチックシートはかなり高価な材料といえます。
それは多品種少量に向いた材料で流通量が少ないことが理由と考えられますが、その分、上質な材料です。
分子量が高く発色や光沢がよくとても美しく、透明性も高いです。
また、少量多品種向けの製法が多く(真空成形や熱プレスや重合接着、溶接組立など)、特に大型な製品に向いているといえます。
私たちはこのすばらしい材料の持つ可能性を常に追求し、お客様に喜ばれる製品・部品造りに励んでおります。
※より詳しい最新情報につきましては弊社WEBサイトをご覧ください。
▲ページ上部に戻る▲
加工例


















※より詳しい最新情報につきましては弊社WEBサイトをご覧ください。
▲ページ上部に戻る▲
会社概要
| 社名 | 株式会社 三栄プラテック |
| 設立 | 1975年4月1日(昭和50年) |
| 代表取締役社長 | 三江 昭文 |
| 所在地 | 〒939-8063 富山県富山市小杉1105 |
| 電話番号 | 076-429-3058 |
| FAX番号 | 076-429-2988 |
| 取引銀行 |
|
| 事業内容 |
プラスチック板加工全般
|
▲ページ上部に戻る▲
基本情報【製品・製作技術】 |
設備 |
アクセス・お問合せ |