
コスト削減事例【金属・切削加工】
製品案内 |
デモ版ダウンロード |
ご購入 |
切削加工原価計算ソフトを使った
コスト削減事例
本ページでは切削加工原価計算ソフトを活用して、原価管理や価格交渉力の向上を目指した実例をご紹介いたします。
取り組みを行った会社の概要
|
社 名 |
機械加工メーカー S社 印刷機械の共同受注の窓口企業として、社内設計、製作はもとより、工業団地内の協力とともに強い資材調達力(協力会社100社)を持って、装置やユニットといった完成度の高い製品を作っています。 |
|
社 員 数 |
約60名 |
|
年 商 |
約40億円 |
|
問題点として |
コストに対する理解の不足と正しくコスト評価を行えていないため、
|
|
検証方法 |
EXCELで作成したコスト見積りプログラムを使って、コスト算出を行い、このデータをもとに顧客との価格交渉を行う。 その交渉で、顧客にコスト明細を説明し、納得を得る。 |
▲ページ上部に戻る▲
背景として
S社は、印刷機械の共同受注の窓口企業として、社内での設計、製作はもとより、自社の所属する工業団地内外の協力会社約100社とともに、部品の製作だけではなく、装置やユニットといった完成度の高い製品を作っています。
この完成度の高い製品作りは、発注企業からしても、多くの部品を協力企業にばら撒いて、個々の部品の納期や品質、コストなどの管理をする手間を省くことができ、非常に効率のよいものと評価されています。
しかし、顧客では、価格競争の厳しさもあって、コストをシビアに分析し価格交渉を行っています。具体的には、コスト見積りのためのコスト基準を整備しており、この基準をもとに理論的にコストを算出し、取引先との価格交渉を行っています。
これに対して、S社では、従来の経験をもとに交渉を進めようとするのですが、コスト情報が整備されていないこともあって、顧客の提示金額をもとに防戦一方の厳しいコストダウン要求を受けることになってしまっていました。
また、社内でコストダウンを進めるに当たっても、顧客との間で決定したコストダウン金額に対して、協力会社への何%のコストダウンを依頼するという進め方が中心となっており、なかなかコストダウンが進まず試行錯誤していました。
このため、コスト情報を整備して、理論的なコスト算出およびコストダウンのための人材育成とコストマネジメントの体制作りを図ることになりました。

▲ページ上部に戻る▲
取り組みの狙い
顧客との価格交渉のためには、まず自社でも理論的にコストを見積るためのコスト基準を持つことが必要です。
コスト基準を持つことによって、顧客と対等にモノ作りに関する論議を行うことができるようになり、コストダウンのための協力関係を強化できることになるからです。
また、協力会社に対しても、コスト基準を用いて、コストダウンを理論的に検討でき、協力関係の強化を図ることができるからです。
このことから、以下の項目を遂行できる人材の育成を目指しました。
- 顧客と価格交渉を進めるに当たって、その部品のコストについて理論的に説明・対応できること。
- 協力会社との部品の価格交渉において、理論的に対応できること。
- 部品のコストダウンのための改善点の発見、経済性の評価が行えること。
- 社内および協力会社について、コスト教育が行えること。
▲ページ上部に戻る▲
取り組みを行った対象範囲
会社の売上高に占める割合が高い印刷機械用装置及びユニット、そしてそれらに使用されている加工部品に対象を絞り、それらの加工部品の製作における主要な工程と設備機械としました。
- 機械加工部品
- 板金加工部品
▲ページ上部に戻る▲
基本的な進め方
まず理論的なコスト見積りが行えるように経営活動や生産活動に関する情報を収集し、コスト見積りのために情報の加工と整備を行いました。
整備した情報は、Excelを活用して、コスト見積りのプログラムに展開しました。
作成したコスト見積りプログラムを使って、顧客及び協力会社との価格交渉、工場のコスト改善ポイントの発見などに運用し、課題の抽出や改善活動を行いました。
これら2つのプログラムを実行する中で、経営活動とコストとの関係を明確にし、製品や部品のコスト見積りおよびコスト評価を正しく行える人材(コストエンジニア)の育成を図りました。
▲ページ上部に戻る▲
具体的に行ったこと
コスト見積りのためのコスト理論教育
まず、コスト見積りのためのコストはどのような構成要素になっているのか、その関連性などコスト理論教育を行い、経営活動とコストの関係について教育をしました。
対象製品の選定と分析
つぎに、現在自社で取り扱っている製品についての分析を行いました。
製品の分析では、実際に作っている製品や部品の工順(工程手順)を整理しました。
この工順の整理は、製品や部品を作るために必要な工程、設備機械(ワークセンター)、部品に使われている材料の素材形態などを整理します。
製品の分析をまとめると、現在の工順が明らかになるとともに、その品目を作るうえでベストな方法なのか、設備機械はこれが本当によいのか、使用している工具類は、適正なのかなどの課題発見にも役立ちました。
テーブルの作成
整理した設備機械の情報をもとに、その設備機械の単位時間当たりの加工費(加工費率)の設定、部品の加工時間(所要時間)を算出するために設備機械ごとに必要な詳細工程と加工諸条件などの設定、材料単価や材料使用量などの設定を行い、コスト見積り結果を活用して、検証をしました。
コスト見積りのための運用ルールの作成
最後に、多くの社員が見積もりプログラムを使えるようにするため、マニュアルや運用上のルールなどを作成しました。
▲ページ上部に戻る▲
取り組みでのポイント
取り組みの成果を高めるために、以下の点が重要になります。
このための方策を事前に検討を行いました。
情報収集力を高めること
そのために必要な点として
経営幹部のリーダーシップ力
顧客との価格交渉を理論的に進めるにあたっては、生産活動や作業内容についてよく理解していることが求められます。
このため、経営幹部から社内および協力会社に研修の目的を説明し、全面的な協力体制を整えていただきました。
三現主義に徹する
三現主義ともいわれるように、現場、現物、現実を確認することです。部品の作り方について、確認することなく、「こうだろう。」、「たぶん」といった曖昧な状態での検討をしないことです。
曖昧な内容については、プロジェクト・リーダーの方が、遠方でも足を運んで確認をしました。
この結果を経営幹部およびプロジェクト・メンバーに報告し、全員共通の理解を高めることができました。
課題の把握
生産活動の中で作業内容の分析を行うと、生産する部品の形状や寸法などの特性によって発生する特有の作業があります。
たとえば、フライス加工で部品の長さが、ある一定以上に長くなると設備機械への取付けのためにバイスは1個では足りず、2個必要になります。
このような要因とその場合の作業時間の変化などこれらの内容を整理し、見積りプログラムに反映されることです。
この情報を反映できないと、価格交渉のために見積もった金額は、採算性を悪くすることになります。
したがって、現場での作業内容の確認を怠らないことが肝要になってきます。
プロジェクト・リーダーが、この課題を強く認識していたため、積極的な情報の収集と整理が行われました。
データの整合性や検証の仕方
作成した見積りが、実際の見積り活動で活用した場合に、何らかの漏れや問題の発生がないかを確認することです。
ときに、算出した金額と協力会社から提示された金額との間に大きな差が生じてしまうことがあります。
この原因は何かを分析し、解決しないと見積りの信頼性が失われ、意味のないもののように扱われてしまうからです。
このため、データの整合性や検証には十分な時間を取りました。
▲ページ上部に戻る▲
アウトプットについて
最終的なアウトプットは、以下の資料を作成・整備をしました。
- 製品や部品をつくるために自社で必要とする設備機械
- その設備機械の詳細工程と制約条件
- 機械加工時間の算出のための計算式
- 付帯作業時間の設定等。
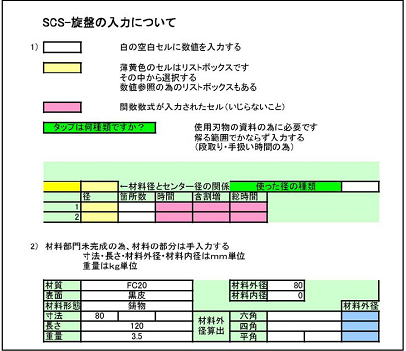
そして、コスト見積りの入力操作の効率化を図るために、図面の寸法や形状を入力することによって、コスト算出できるようにしました。
これは、図面の寸法や形状などの情報対して、加工の手順と使用する工具(ツール)などについてまとめることです。
コスト見積の結果

CNC旋盤工数見積り

例えば、図面では、厚さ10㎜の鋼板に直径50㎜の穴があいているとします。
この場合、加工の手順は、センタ穴あけ→穴あけ→穴あけという3工程が必要になり、工具は、センタ穴ドリル、直径30㎜ドリル、直径50㎜ドリルの3本を使うことになります。
これらの手順と工具について、図面の直径50㎜という寸法と厚さ10㎜を入力したならば、Excelで3つの工程と工具をもとに自動的に計算し、コストを求めるようにするのです。
この内容は、加工に関するノウハウです。
コスト見積り入力操作するためのコスト見積りプログラム運用マニュアルを作成し、そのマニュアルに反映させる必要があります。
この運用マニュアルを作成することによって、Excelでのコスト見積り入力操作ができるようになるとともに、算出されたコスト値の検証のできる人材を育成するために役立てることができるのです。
ワークセンター(設備機械)例
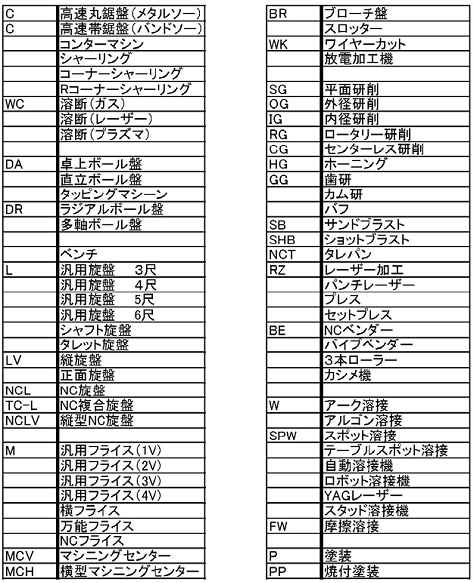
ワークセンター(設備機械)と加工範囲

ワークセンター(設備機械)の詳細工程と加工条件

CNC旋盤の入力方法
マシニングセンタの入力方法

▲ページ上部に戻る▲
取り組みに対する効果
| 評価項目 | 成果 |
| 顧客との価格交渉で活用する | 自社の検証内容を元に価格交渉を進める事ができ、商談相手にも納得いただけました。 |
| 協力会社との価格交渉で活用する | 説得力の有る価格交渉でコストダウンを達成。 |
| コスト改善点を発見する | 改善点をまとめ、改善計画書が作成された。 |
| コストエンジニアを育成する | プロジェクトリーダーが充分な知識とノウハウを身に付けた。 |
従来の顧客と経験則をもとにした価格交渉から、顧客と同じ理論性を持ったコスト値での価格交渉を進めるようになりました。
そして、実際の価格交渉で、顧客から提示した見積り金額に納得してもらえたことです。
さらに、協力会社との価格交渉では、理論的なコスト値での説得について、納得してもらったうえでコストダウンを達成できたことです。
価格交渉におけるコスト理論の活用は、高圧的姿勢や力関係ではなく、理論をもとにした説得と納得の関係にあります。
この説得と納得の関係が成り立つことです。
切削加工原価計算ソフトへ戻る
▲ページ上部に戻る▲
製品案内 |
デモ版ダウンロード |
ご購入 |