
株式会社ニッセイ機工
精密溶接(箔溶接・極薄板溶接)精密溶接
株式会社ニッセイ機工
基本情報【製品・製作技術】 |
設備 |
アクセス・お問合せ |
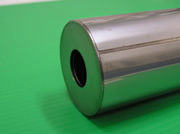
“0.03mmから1.0mmまでの
箔・極薄板溶接専門工場!
真空気密溶接が最も得意です!
創業者が0.05ミリ箔の突合せ溶接と出会って40年。
精密溶接のパイオニアをモットーにステンレス箔材料(極薄材料)を中心に精密溶接加工を営んでおります。
ステンレス以外にもチタン、ハステロイ、インコネルなど1.0ミリ以下の突合せでの溶接パイプの製作から真空装置、半導体製造装置、極低温装置、燃料電池、原子力関連部品 など精密機器部品の溶接から組立まで受託加工を行なって おります。
試作開発品等の試作1個から数100個のロット生産まで、 町工場ならではの軽快さで精密・正確・誠実にお役立ちいたします。
※より詳しい最新情報は弊社WEBサイトをご覧下さい。




ご案内
▲ページ上部に戻る▲
ニッセイ機工5つの強み
数ある溶接屋の中からニッセイ機工が選ばれる理由
強みその1:極薄板金溶接
箔(極薄板)溶接が出来る!0.1ミリ以下の箔溶接。ステンレス以外でもご相談ください!
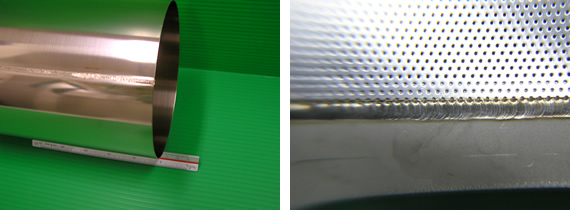
0.03ミリから1.0ミリまで対応突合せ溶接!
一般的なTIG溶接では難しいとされるSUS304 0.3ミリ以下の突合せ溶接ですが、弊社ではマイクロプラズマ溶接と自社開発冶具で0.03ミリから1.0ミリまで対応しております。
ただ、溶接できただけではなく、歪みが少ない平坦な仕上り、寸法精度や漏れのない高い気密性を実現しております。
溶接パイプやスチールベルト製作に力を発揮しております。
突合せ溶接以外の重ね合せ溶接、かど溶接、点付け溶接も製品に応じて施工しております。

ワークに応じた溶接条件、100%自社開発の溶接冶具!
箔(極薄板)溶接では溶接装置の選定以外に溶接条件、放熱冷却冶具、拘束冶具など鋼種、板厚、溶接施工形状により千変万化します。
40余年の経験とデータをもとに製品に応じた適切な条件、作業を行なっております。

チタン・ニッケル系合金などの特殊材もご相談ください!
ステンレス以外にもチタン、ハステロイ、インコネル、ニッケル電鋳シートなど1.0ミリ以下の突合せでの溶接パイプの製作からスタンパロール製作、真空装置、半導体製造装置、極低温装置、燃料電池、原子力関連部品など精密機器部品の溶接から組立まで受託加工を行なっております。
ステンレス以外の素材でもお気軽にご相談ください。
強みその2:気密溶接
40年のノウハウと徹底した工程内品質管理が可能にした気密溶接技術。
気密溶接でリーク(漏れ)検査を行います!
加速器などに用いられる超高真空部品の溶接、クライオスタット(極低温冷却装置)などの真空容器、水中ポンプやベローズなどのメカニカルシール部品の溶接。これらは溶接からのリーク(漏れ)が絶対に許されません。ピンホールやブローホールなどもっての外です。
弊社で使用しているマイクロプラズマ溶接法はスイス・セッシロン社(現OERLIKON社)が欧州原子核研究機構(CERN)施設の装置開発の必要に迫られできた溶接法と言われていまして、とても気密性の高い技術で、弊社の創業者がスイスジュネーブで研修会得してきた溶接哲学・技法を40余年応用発展させて現在に至ります。
また気密の検査はヘリウムリーク検査からPT(浸透探傷試験)、水没、目視と製品に応じた検査を行い不良品を造らない出さない体制で品質向上に努めております。

クリーンな作業環境で徹底した工程内品質管理
材料の取扱い保管に始まり、前処理から溶接施工、仕上げ、検査等各工程で「後工程はお客様」を合言葉に工程内品質管理を徹底して行います。
工場環境も防塵塗装を施し空気清浄装置を常設したクリーンな作業環境を整えており、ISOクラス1のオープンクリーンベンチ、ISOクラス7のクリーンブースと浮遊粒子の流入防止を管理したクリーン環境下での溶接作業を行っております。

お客様の声
-
溶接パイプの製作からフランジ製作と組立加工、組立後のヘリウムリークテストまで行ってくれて工程短縮と品質向上にご協力ありがとうございました。(I社様)
-
エンドユーザー様の外注監査をご快諾いただきありがとうございました。エンドユーザー様も作業環境をご覧になり安心して下さりました。今後ともよろしくお願いいたします。(O社様)
強みその3:高品質
漏れなし、割れなし、歪みなし、技術に裏付けられた確かな品質。
目指すは機械加工精級の寸法精度!
板金溶接とは一線を画し、溶接後の歪み取りなど仕上げ加工を極力不要にすることを常に考えております。
計測器具の管理・校正
QC工程図を基に全ての工程で工程内検査を実施し品質の安定化と保証を行なっております。
製作データはすべてデータ管理システムで一括管理を行い、製品の再現性 また製品に応じてクリーンブースでの溶接作業を行ない、真空気密製品のヘリウムリークディテクタ検査(リークレート1.0x10-10Pa・?/s)も行っており、品質には絶対の自信を持っています。
溶接パイプやスチールベルトなど箔(極薄板)の場合、材料切断から完成まで品質を管理しております。部品との溶接の場合、組み立てによる溶接熱影響をなくすための前加工をご提案しております。

安心安全の溶接作業環境!
溶接で漏れや割れなど欠陥があっては、大問題です。 溶接に影響がある粉塵・油分が工場内に入らないよう発塵作業室・切削エリアを溶接作業エリアと隔離して溶接に最適のクリーンな工場環境の整備に努めております。
弊社では、設計段階から材料選定や溶接形状、溶接仕様を蜜に打合せし、受け入れた部品、材料の保管・洗浄を徹底し、全ての工程で工程内検査を実施して溶接欠陥排除に努めております。
製品に応じてクリーンブースでの溶接作業を行ない、製品を安心してお預けいただける環境を整備しております。
日ごろから全社挙げて3S(整理・整頓・清掃)を行い、工場に受け入れたすべての部品や材料を安全確実に管理しております。

溶接の天敵、歪を撃退!
溶接は文字通り、溶かして接ぐ。 金属を溶かす訳ですから熱による膨張収縮が発生し、変形(歪み)を生みます。
弊社では40有余年の経験をもとにと変形防止と不要な入熱を排除する冶具を製品ごとに考案製作し、製品に応じた適切な溶接条件出しを行い製品への熱影響を極力軽減しております。歪が少ないマイクロプラズマ溶接の特徴を最大限に活かすことができます。

お客様の声
-
貴社で溶接をしていただいたおかげで従来製品(モーター部品)より振動が少なくなりました。(M社様)
-
気密溶接部品の不適合が多くて困っていた折に貴社ホームページを拝見してお願いしました。何回かテストを重ねて問題解決に至る事が出来ました。(S社様)
-
先日はこちらからの支給材料に不備があった中で対応いただきありがとうございました。(N社様)
強みその4:即対応・短納期
技術者が直接対応!製品に応じたベストな提案と施工で納期も短縮!
構想から試作~製品化まで技術者が直接対応いたします。
溶接技術者が直接対応しますので、製品設計過程のさまざまな問題点、製品仕様に適した溶接加工のご提案はもちろんのこと、部品加工の提案と協力工場による部品製作まで一貫した対応が可能です。
お忙しいお客様とのコンタクトも打合せ訪問、メール、お電話とご要望のスタイルで対応いたします。難加工製品の溶接歓迎主義を自負した創業者の社風に育った技術者が、ただ溶接するだけではなく、しっかりご要望をヒアリングさせていただき製品に応じたベストな提案と施工を直接お世話させていただきます。
また気密の検査はHeリーク検査からPT(浸透探傷試験)、水没、目視と製品に応じた検査を行い不良品を造らない出さない体制で品質保持に努めております。

徹底した工程分析で、リードタイム短縮を実現します。
試作過程では製品に最適な溶接条件、特に溶接冶具が最も重要となってきます。 最適な冶具設計から製作まで技術者が責任を持って行います。
リピート製品では徹底した工程分析を行い、ムダを排除しリードタイムの短縮と品質確保の向上に取り組んでおります。

事例:最速記録
朝一番にお客様工程で加工ミスが発生し追加が欲しいとの溶接パイプご依頼をいただきました。 お預かりしている材料でしたのですぐに作業に取り掛かり、夕方にお客様営業マンさんが引取っていただき即日対応いたしました。汎用溶接パイプラインは4ラインあります。
急なご依頼にも出来るだけ対応できるよう特急ラインをご用意しております。
(別途特急料金が発生するケースがあります。詳細はお問い合わせください。)
お急ぎの溶接も迅速に対応いたします。
溶接はもの作りの中でも風下の工程になることが多く、前工程の遅れや仕様・条件の小さな変更を伴うことがあります。
弊社には大手にはない「身軽さ」を活かし、これまでもこのような事例に誠心誠意スピード対応でお応えしてまいりました。
7名のスタッフと8台の溶接機(マイクロプラズマ5台、TIG2台、スポット1台)でしっかりサポートさせていただきます。

事例:さまざまなご要望にお応えしてきました!
問題
前工程が予想外に時間がかかってしまい、納期が無い。
「部品点数が多く、すべての部品が期日に揃わず遅れてしまった。」
解決
工程を展開して作業できる部分から製作に取り掛かり、影響を最小限に食いとどめました。
問題
後処理の予定が早まった。
「熱処理炉の工程が詰まり、期日よりも3日早く熱処理しなければならなくなった。」
解決
すぐに工程を組み直し、特急対応いたしました。
試作単品部門は溶接機に余裕率を持たせております。
問題
エンドユーザー様から急な図面変更・仕様変更があった。
「やっぱり全長を長くして欲しい、胴パイプ長くできない?」
解決
溶接パイプの場合、1本1本板切断から受注で生産なので組立前にパイプを作り変えしました。
お客様の声
-
試作溶接でいつも無理を聞いて頂いており大変ありがたく感謝しております(支給材溶接パイプご依頼のN社様)
-
早速のご回答有難うございます。 コメントを参考にさせて頂き、先ずは弊社内で進め方を再考致します。 その後、ご相談に載っていただく形になろうかと思いますので宜しくお願い致します。 (試作加工ご依頼のM社様)
-
お世話になります。昨日は遠方までお越しくださり,ありがとうございました。 新規溶接・修復溶接あるいはタイトなスケジュールの件など,無理を言いますがご協力お願いします。(試作組立溶接ご依頼のM社様)
-
ご連絡を頂き、ありがとうございました。ご照会先に連絡をしてみます。(弊社で対応できないメッシュ製品製作ご依頼のT社様に加工先をご紹介させていただきました)
-
早速のご返事誠にありがとうございます。 板厚対処のご教授受け賜りこの度は唐突な質問に対しての対応に感謝申し上げます。(試作シーム溶接品お問合せ頂いたT社様)
強みその5:小ロット対応
1個だけでも構いません。小ロットで丁寧な仕事が強みです!
1個から数100個の小ロット生産がメインです。
1個だけ、こんなちょっとだけと気を使わずにお問合せ下さい。
弊社は「1個」「ちょっとだけ」でもお請けするからには、創意工夫と確かな技術力で全て同じ水準の品質、管理のもとで製作いたします。
アイデアやイメージを気軽に投げていただける「貴社の精密溶接工房」とお考えいただければ幸いです。
また溶接だけではなく「部品も作って製品にして欲しい」というご要望にもお答えしております。
一品から数個~数十個の微量製品づくりを丁寧・高品質を得意とする協力工場ネットワークを使い、溶接組立~検査~納入しております。
1枚の図面から外注課・購買課の業務代行の様な形でお役立ちしております。
事例
モノをまず見たい!
マンガ絵を元に打合せを始め、試作製品を作成。最初のご相談より1週間で完成。
仕様が決まらないので3つのサイズを1個づつ欲しい。
公差をプラス目、±0、マイナス目狙いの3種類の部品を作成し現合して確認して頂きました。
溶接以外の部品も製作してユニットにして納品してほしい
製品の完成図、各部品を元に旋盤、マシニングセンター、タレパン加工、板金加工、バフ研磨、電解研磨など協力工場の協力を得ながら部品手配から溶接、組立、最終検査を行い完成品を納品いたしました。
溶接と仕上げ加工を交互に行い、最終精度を出したい
真空チャンバーなど高い幾何公差が必要な製品で溶接後にシール面加工を都度行わねばならず工程ロスが多い製品を協力工場内で製品化しました。
※より詳しい最新情報は弊社WEBサイトをご覧下さい。
▲ページ上部に戻る▲
溶接技術
ニッセイ機工の品質について
弊社はつねにお客さまに高品質な溶接製品をお届けし、感動していただけるよう挑戦し続けております。
溶接品質管理は言うに及ばずお受けした製品づくりよりよくするために、図面管理、材料管理、部材加工管理、製品検査、梱包規定、守秘義務の遵守と前加工から後処理まで俯瞰した品質管理を行なっております。
いい溶接をするにはどうするべきか、いい製品をお届けするにはを考え、お客さまのご期待に応えられるよう日々進化し挑戦しつづける信頼経営を実践いたします!
溶接欠陥対策について
溶接欠陥とは?
溶接部には様々な条件・用途に応じてそれぞれの性能・品質が要求されます。その性能・品質を損なうものを溶接欠陥といいます。
欠陥は製品の強度・寿命を低下させ、弊社で日常多く取り扱っている真空機器などの気密(シール)溶接では、ワークの気密が最重要になるため特に厳重な管理と検査を行なっております。
溶接施工前の作業
弊社では常日頃から欠陥の原因を究明し未然に発生を防ぐため溶接に取り掛かる事前に下記の対策をとっております。
気孔(ブローホール)防止を目的にワークに付着した油脂や加工屑などの付着物をアルコール洗浄します。製品によっては超音波洗浄、精密洗浄を実施しております。
これは、付着物が溶接部に溶け込みブローホールや割れの原因となるからです。
製品全体、特に溶接開先を清浄に保ち溶接金属への異物溶け込みを防ぎます。

超音波洗浄器
溶接施工での欠陥対策
製品に最も適した形の溶接冶具を製作し入熱量を出来る限り抑え、適切にシールドガスとバックシールドガスを供給できる状態でワークを冷却します。
これは、外観や寸法不良の原因となる歪の軽減以外に、チタンなど活性の高い金属で大気の巻き込みによる酸化や脆化の防止となります。
オーステナイト系ステンレスでの溶加棒を使う作業では、高温割れを防ぐためにY308,Y316Lといった適切な溶加棒を使用しております。
溶接施工後の検査
溶接施工前処理と施工時に欠陥を防ぐ対策をとっておりますが、欠陥のある製品が社外に流出しないよう、溶接完成後に製品の形状・用途に応じた検査を行なっております。
He リークテスト
高真空な環境で使用される半導体製造装置や真空部品の気密を検査します。

He リークテスト
加圧テスト(ヘリウム又は大気)
スエージロックなど配管部品の組立溶接品の気密を検査します。
温水没テスト
フロートや容器などの密封された形状の気密を検査します。
PT(溶剤除去性浸透探傷試験)
溶接表面の欠陥を検査。箔(極薄板)の場合は、ビード裏面に浸透液を塗布して表面に現像液をつけ、漏れの検査もおこないます。

PT(溶剤除去性浸透探傷試験)
VT(目視検査)(×1~×100)
実態顕微鏡によるものからルーペ、肉眼まで、弊社で溶接した部分は全て目視検査を行なっております。
製品仕様の検査について
製品仕様の検査について
溶接部の検査のみならず、製品の検査も最重要に行なっております。
溶接前の管理
- ノギスやマイクロメータなど計測機器の管理、溶接機の管理、溶接冶具の保守点検
- 箔(極薄板)を加工する溶接パイプやスチールベルトなどの場合
ミルシートの管理、受入材料の板厚、幅の管理、キズ、打こんの検査、切断作業での寸法管理。切断工程でのシャーリングマシンの刃面管理。 - 溶接での部品組立加工の場合
加工寸法の確認、キズ、打こんといった外観など部材の受入検査
溶接後の検査溶接熱や組立での不具合による寸法変化、組立図面で寸法、外観など検査項目をレ点チェックして、同梱出荷。
※より詳しい最新情報は弊社WEBサイトをご覧下さい。
▲ページ上部に戻る▲
溶接解決のご提案
溶接耐久性向上のご提案

溶接部がすぐに割れて困る!という方・・
使用環境や材質をお伺いし、発生する割れの原因を突き止めて、割れにくくする材質、形状、溶加棒をご提案します。
応力集中しやすい溶接から、応力集中しにくい溶接に変更をご提案
繰り返し応力のかかる部品などで切欠き状のぶぶんがありますと、その部分に応力が集中しクラックが発生しやすくなります。
切欠きや凹凸を無くし、溶接後に平滑な仕上がりになる前加工、完全溶け込みして裏波がきっちり出る形状をご提案させていただきます。
金属部品同士の接触による磨耗でお困りの方
接触部分に耐摩耗性の高い金属を肉盛して耐久性を伸ばします。
溶射・メッキなどでは剥離・欠損の恐れがありますが、肉盛溶接では母材と一体化しますので、長寿命で後加工も用意となります。
ロウ付けから溶接へ

溶接部が母材と同質!溶接後の加工も問題なし!
フラックス(ろう材)を使用しないので、溶融金属と母材は同質となります。
発塵を嫌うクリーンな現場にも対応
溶接線は母材と同じ物を使うためRoHS指令規制(有害物質規制)申請も問題ございません。
高温強度が強い
高温環境下での使用や振動する部位で使用するときの疲労強度があります。
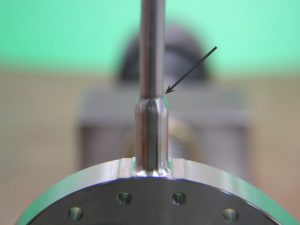
溶接が困難と思われていた0.3t前後のチューブ接合をロウ付け加工から隅肉溶接に変更していただきました。ロウ付けの問題点であったワークに過度の入熱がかかる、外観の美しさ、高温環境下での使用、異物混入の可能性などの問題を解決しました。


絞り・プレス加工を溶接加工で!のご提案

箔や極薄板の溶接が出来る当社ならではのご提案です。
ステンレス、チタンで深絞り・プレス加工を溶接組立で製作することにより、金型代が不要になり、小ロット生産や設計変更に容易に対応することが出来ます!

液面制御フロート
- φ400大型円形カバー
- 電池ケース
※より詳しい最新情報は弊社WEBサイトをご覧下さい。
▲ページ上部に戻る▲
加工実績
精密部品溶接
箔(極薄板)と機械加工部品の溶接組立、精密部品の組立を行なっております。
超高真空や低温機器など過酷な使用環境で漏れ、割れのない溶接で小型の真空チャンバー組立や半導体製造装置部品や高温環境で使用される燃料電池などのエネルギー機器部品、インプラント部品や手術施工器具などの医療機器部品を溶接しております。
溶接後の仕上リは機械加工レベルの仕上がりを狙っており、試作品や少量品を切削加工やプレスで一体成形で製作していたものを溶接加工に置き換えることでコストダウンや納期短縮を提案させていただいております。
※弊社WEBサイトで加工実績を公開しています。
▲ページ上部に戻る▲
会社概要
経営理念
- 私たちは高真空環境下で漏れない気密溶接とミクロン単位の箔溶接をベースにモノづくり日本を支えるイノベーション貢献企業を目指します。
- 社員一人一人がモノづくりの喜びを感じ豊かな人生を歩みます。
- 私たちは誠実・正直に当たり前を当たり前以上に問題解決に取り組みます。
- お客様、お取引様とwinwinで地域の活力向上に貢献します。
| 社名 | 株式会社ニッセイ機工 NISSAY KIKO CO,LTD |
| 設立 | 1988年8月30日(平成元年) |
| 創業 | 創業1972年1月5日 |
| 代表者 | 代表取締役 藤本 茂 |
| 資本金 | 1000万円 |
| 所在地 | 〒658-0044 兵庫県神戸市東灘区御影塚町3-6-10 NKビル3階 |
| 電話番号 | 078-851-6680 |
| FAX番号 | 078-851-6681 |
| 取引銀行 | 三井住友銀行 三宮支店 |
| 主な設備 | マイクロプラズマ溶接機 5台 TIG溶接機 2台 |
▲ページ上部に戻る▲
基本情報【製品・製作技術】 |
設備 |
アクセス・お問合せ |