
有限会社 オクギ製作所
微細加工、超精密のワイヤーカット加工(0.2mmから0.03mm油ワイヤー加工)

基本情報【製品・製作技術】 |
生産設備・メディア掲載 |
アクセス・お問合せ |
超薄・極薄・極細の精密加工
現状の水加工ワイヤーカットの面精度・寸法精度で満足していますか?
特に超硬ハイス鋼の加工精度は油加工で行えば鏡面に近い面精度が出せます。
その超精密加工を賃加工で行っている日本で数少ない会社の一つです。
より詳細な情報は弊社Webサイトにてご確認ください。
ご挨拶
▲ページ上部に戻る▲
技術紹介
共同研究
共同研究機関
首都大学東京大学院 理工学研究科機械工学専攻 真鍋研究室
研究テーマ
樹脂材料の力学的特性とせん断特性評価に関する研究
- 「クリアランスの違いによるせん断特性の変化について」
- 「樹脂材料の打ち抜き加工シミュレーション」
- 「樹脂材料の打抜き性評価試験法の提案とその特性評価に関する研究」
マスコミ掲載
- 「輝く技術 光る企業」の、「中小企業の魅力」コーナーに掲載されました。
「輝く技術 光る企業」第5号(2011年2月発行) 冊子PDF
冊子PDF
当社技術研修
1ピースが1mm四方のジグソーパズル
 |
 |
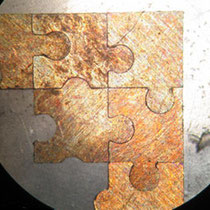 |
材 質 |
燐青銅 0.02mm |
使用ワイヤー |
0.03ワイヤー 油加工 |
技術のポイント |
|
▲ページ上部に戻る▲
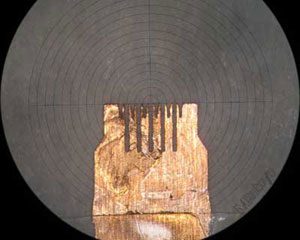
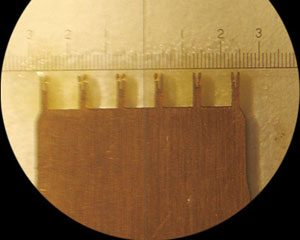
油加工で使用する、ワイヤー線一覧

当社のワイヤーカット油加工で使用している加工用の線で、溝をSUS t=0.5の板に切ってみました。
左から3本は、0..03~0.07の細線の加工で、仕上条件で加工して放電ギャップを最小限に加工してあります。
放電ギャップは、片側1μ程度で仕上っています。
一番細い溝は0.03のワイヤーで加工し、0.032~0.033の溝です。この条件で加工すると、最少Rは、0.32が可能です。その隣が、0.05ワイヤー線での加工は、0.052~0.053の溝、0.07ワイヤ―線では、0.072~0.074の溝で、ほとんど人の髪の毛の太さです。
0.1ワイヤーで、0.106~0.108、0.15ワイヤーで0.160~0.190、0.20ワイヤーで0.210~0.250です。
0.1以上の線では、1st条件、2nd条件で加工することにより、溝の太さは変わります。
特に0.03の細線の微細加工は、ほとんどの企業はやっておりません。
当社は、20年ほど前より、シチズン電子の仕事をしていまので、多くの経験、実績、事例が有ります。それを製品の加工に生かします。
▲ページ上部に戻る▲
当社の技術を紹介します。
ワイヤーカット、金型加工技術で超精密加工
金型用の材料、SKD11 180x90x25 の板に、会社のロゴ “OKUGI”を掘りました。同形状のパンチを、クリアランス4μで作成、挿入しました。
上下させると、ロゴの文字が消えます。いろいろな精密加工に適応が出来ます。ご気軽にご相談ください。
微細加工で作成したφ0.7、モジュール0.1のギアの回転の様子
モジュール0.1のギアを3種類作成致しました。
一番大きいギアは、外形φ3.6歯数34枚中心穴φ0.6、中間の大きさのギアは、外形φ1.8歯数16枚中心穴φ0.6、一番小さなギアは、外形φ0.7歯数5枚中心穴φ0.1で作成し、各々ピッチ円半径で4枚のギアを組み合わせました。ちゃんと回転いている様子をご覧いただけます。
鋼球を穴を開けて星形に加工してみました。
φ12の、鋼球に、細穴加工でワイヤーのスタート穴を開け、異形の角穴を6ヶ所、外形を星型にしてみました。
放電加工なら、球に穴を開けることも可能です。放電の加工は非接触加工なので、このような鋼球の加工も可能です。
鋼鉄でジグソーパズル
ジグソーパズルの形状を、30X30mmの中に25ピースはめ込んで有ります。
ワイヤーカット加工で作りました。
クリアランスも5μ程で作りSKD11焼入れ材の厚さ4mmの板に加工してあります。
しっくりはまっているので、表面は各ピースを互い違いに研磨してみました。
違うピースがしっくりしているのが分かると思います。反対側は、全面同じように研磨してあります。
表面のピースを押して、引っ込めると、わからなくなります。
普通のジグソーは、柄などがあり合わせるのに使えますが、全面が同じですと、意外に合わせるのが難しいです。そこが面白いところです。
近日中に商品化する予定です。
 |
Youtubeチャンネル 微細加工のオクギ製作所/東京他にも当社の加工技術をYoutubeに動画で公開しています。 Youtubeチャンネル 微細加工のオクギ製作所/東京 |
▲ページ上部に戻る▲
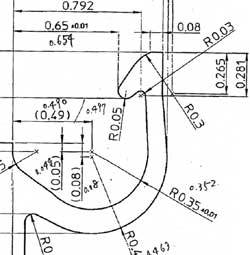
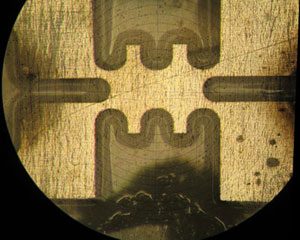
加工作品例(小物試作品等)
|
|
|
材 質 |
タングステン 0.05mm |
使用ワイヤー |
0.05ワイヤー 油加工 |
技術のポイント |
油加工機の細穴加工、ワイヤー加工、クラックが発生せず寸法精度は、±0.005mm以下です。10倍拡大。 |
  |
|
材 質 |
燐青銅 0.05mm |
使用ワイヤー |
0.03ワイヤー 油加工 |
技術のポイント |
R0.03コーナーRが出ています。30倍測定。 |
  |
|
材 質 |
燐青銅 0.05mm |
使用ワイヤー |
0.03ワイヤー 油加工 |
技術のポイント |
最小スリット幅0.05狙い、30倍測定。 |
  |
|
材 質 |
タングステン 0.05mm |
使用ワイヤー |
0.05ワイヤー 油加工 |
技術のポイント |
30倍測定 |
  |
|
材 質 |
燐青銅 0.05mm |
使用ワイヤー |
0.05ワイヤー 油加工 |
技術のポイント |
30倍測定 |
  |
|
材 質 |
燐青銅 0.1mm |
使用ワイヤー |
0.03ワイヤー 油加工 |
技術のポイント |
10倍拡大、0.05mmミゾ加工。 |


更に詳しい情報は弊社Webサイトをご覧ください。
▲ページ上部に戻る▲
会社概要
| 会社商号 | 有限会社オクギ製作所 |
| 創業 | 昭和26年1月(1951年1月) |
| 会社設立 | 昭和32年7月23日(1957年7月23日) |
| 資本金 | 500万円 |
| 営業種目 |
|
| 所在地 |
本社・工場 本社連絡所 |
| Webサイト | |
| 役員 | 取締役会長 和氣 徹 代表取締役 和氣 幸博 |
| 沿革 | 昭和26年1月 編み物機械の部品加工および、組み立て加工を主とする個人営業を開始。 昭和32年7月 資本金500万円で、有限会社オクギ製作所を設立。 |
| 主たる取引先 | (株)吉田製作所、エレマテック(株)、シチズン電子(株)、住友スリーエム(株)、山形スリーエム(株)、(株)槌屋、(株)アルプレート、日本電産トーソク(株)、(株)放電精密加工研究所、土屋工業(株)、(株)長谷川製作所、千代田インテグレ(株)、独立行政法人産業技術総合研究所、岡野バブル製造(株)、スタンレー電気(株)、NCネットワーク、その他一部上場企業多数 |
| 取引銀行 | 多摩信用金庫秋津支店、西武信用金庫東久留米支店、三菱東京UFJ銀行荻窪支店 |
| 従業員 | 8名 |
| 共同研究 | 首都大学東京(旧東京都立大学)の真鍋健一教授と「樹脂材料の力学特性とせん断特性評価に関する研究」を行なっています。 |
| 外部評価 |
平成18年2月に、西武信用金庫東久留米支店を通じ、TAMA協会のコーディネーターの方に弊社の評価をしていただきました。 平成20年3月に、西武信用金庫東久留米支店のコーディネーターの方に弊社の評価をしていただきました。 |
| 加盟団体 |
|
▲ページ上部に戻る▲
基本情報【製品・製作技術】 |
生産設備・メディア掲載 |
アクセス・お問合せ |